Zbog nesavrsenosti ljudi, mašina, alata i materijala, mora se pretpostaviti da će u proizvodnji mere izradenih predmeta više ili manje odstupati od željenih mera. Zbog toga je, ako namena delova to zahteva, potrebno odrediti granice unutar kojih ta odstupanja smeju biti.
Na taj način se određuju dozvoljena odstupanja stvamih od željenih mera. Veličine dozvoljenih odstupanja stvarnih mera zavise od namene delova, s jedne strane, i od visine proizvodnih troškova s druge strane.
Podučja u kojim se nalaze granice dozvoljenih odstupanja mera nazivaju se podučje tolerancije ili tolerancija. Ako se kritički posmatraju mašinski elementi i njihove dimenzije, lako se moze doći do zaključka da sve dimenzije ne treba raditi sa istom tačnosću. Naprimer, na nekom vratilu je potrebno sa velikom tačnoscu uraditi ona mesta koja ce doći u ležište, ili na koja će doći zupčanici, kaišnici ili slični elementi. Ostale dimenzije tog vratila mogu se raditi s manjom tačnošću, jer to neće uticati na funkcionalnost vratila.
Koje mere je potrebno tolerisati i kolika mogu biti dozvoljena odstupanja pojedinih mera, zavisi od namene pojedinih delova, njihove funkcije, načina izrade, broja komada koji se izrađuju, te od tacnosti mašina, alata, pripremaka i naprava za pritezanje. Tolerišu se, u pravilu, samo:
Mera cija bi netačnost mogla ugroziti ispravnost funkcije ili upotrebljivost delova. To su uglavnom one mere od kojih zavisi medusobni odnos dva ili više delova.
Mere važne pri montazi, od kojih zavisi izmenljivost delova, tako da delove ne treba medusobno prilagodavati.
Vazne mere za proizvodni postupak, čijim neodrzavanjem ne bi mogle biti održane i neke druge važne mere.
Mere čije neodržavanje ima uticaj na kvalitet proizvoda (npr. težina, čvrstoća, zapremina, nosivost, i dr.).
Medjunarodni savez nacionalnih društava za standardizaciju izradio je ISO sistem tolerancija, koji sadrži načela za odredjivanje dozvoljenih odstupanja za razne stepene tačnosti izrade i za razne vrste medusobnog naleganjnja delova u sklopu. ISO sistem tolerancija sadrži i brojčane vrednosti dozvoljenih odstupanja, utvrdjene za odredeni broj stepena tacnosti izrade, za odredene položaje polja tolerancije (dozvoljenih odstupanja). Odredivanju tolerancija izvan standardima odredenog podučja dozvoljenih odstupanja, moze se pristupiti samo izuzetno, kada neko standardno odstupanje ne odgovara uslovima ili ako to trazi upotreba strane dokumentacije. Isto važi i za tolerancije naleganja.
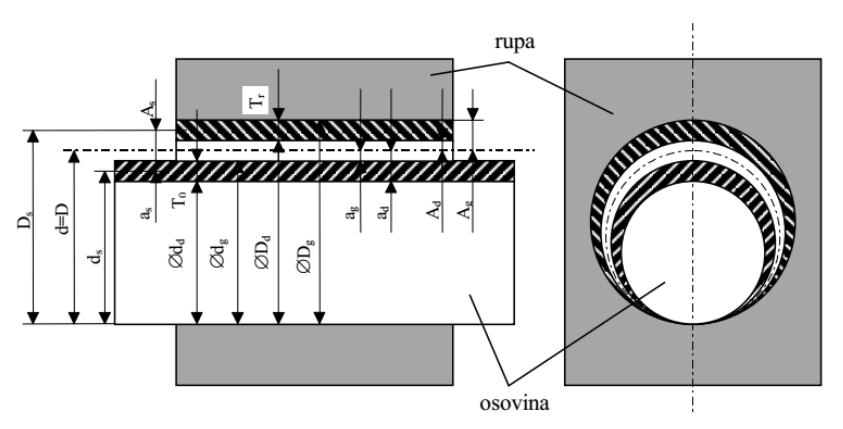
Slika 2. Odstupanja na osovini i rupi
Na slici 2 je prikazan položaj osovine u rupi. U vezi sa oznakama na slici 2, moguće je dati sledeće definicije:
d - nazivna mera osovine,
D - nazivna mera rupe
dd- najmanja (minimalna) mera osovine
dg- najveća (maksimalna) mera osovine
Dd - najmanja (minimalna) mera rupe
Dg - najveća (maksimalna) mera rupe
ds - stvarna mera osovine
Ds - stvarna mera rupe
T0 - visina tolerancijskog polja osovine T0 = dg – dd
Tr - visina tolerancijskog polja rupe Tr= Dg – Dd
ag - gome nazivno odstupanje za osovinu ag = dg – d
ad - donje nazivno odstupanje za osovinu ad = dd – d
Ag - gome nazivno odstupanje za rupu Ag = Dg – D
Ad - donje nazivno odstupanje za rupu Ad = Dd – D
as - stvarno odstupanje za osovinu as = ds – d
As - stvarno odstupanje za rupu As = Ds – D
Nazivna mera služi kao osnova za definisanje graničnih mera i odstupanja. To je mera koja se unosi na crtež elementa i dobivena je proračunom ili konstruktivnim izvodjenjem elementa ili sklopa. Pri grafičkom prikazivanju, nazivna mera je označena nultom linijom (linijom nultog odstupanja).
Ako je nulta linija povucena horizontalno, pozitivna odstupanja se nalaze iznad, a negativna ispod nulte linije. Stvarna mera se dobija merenjem pomoću merih instrumenata na već izradjenom predmetu.
Stvana mera osovine oznacava se sa ds, a stvarna mera rupe sa Ds. Granične mere su one dve dozvoljene ekstremne mere, izmedju kojih se sme kretati stvana mera elementa, pri čemu su uključene i same granične mere. Na slici 2. se vidi da su granične mere: dg (gomja) i dd (donja) za osovinu, a Dg (gonja) i Dd (donja) za rupu.
Pri mašinskoj obradi skidanjem strugotine, i izradi osovine, prvo se dođje do gornje granične mere dg i ta mera se naziva dobrom merom. Ako se osovina i dalje obradjuje, dolazi se do donje granične mere dd i ta mera se zove loša mera. Ako se i ta mera pri obradi pređe, osovina (element) se mora odbaciti (škart). Kod rupe dobra mera je Dd (donja granična mera), a loša mera Dg (gonja granična mera). Nazivno odstupanje je algebarska razlika izmedju granične mere i nazivne mere (u podučju tolerancija, odstupanje je uvek algebarska razlika izmedju neke mere i nazivne mere).
Odstupanja se oznacavaju slovom "A" (za osovinu), odnosno slovom "a" za rupu, a mogu biti gonje, donje i stvarno. Tolerancija je razlika izmedju gornje granične mere i donje granične mere, odnosno apsolutna vrednost algebarske razlike izmedju gonjeg i donjeg odstupanja. Tolerancija spoljne mere oznacava se sa To (osovina), a tolerancija unutrašnje mere sa Tr (rupa).
Tolerancijsko polje je podučje ograničeno gonjim i donjim odstupanjem. Stvarna mera osovine mora ležati u tolerancijskom polju osovine, a stvarna mera rupe u tolerancijskom polju rupe.
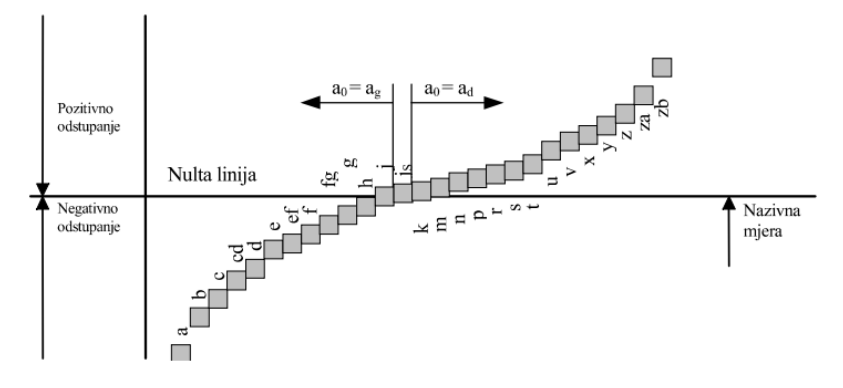
Slika 3. Položaj tolerancijskih polja za osovine
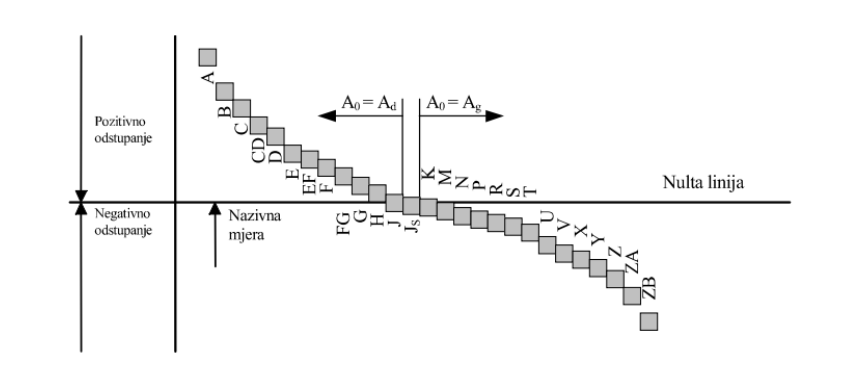
Slika 4. Položaj tolerancijskih polja za rupe
Nazivna mera služi kao osnova za definisanje graničnih mera i odstupanja. To je mera koja se unosi na crtež elementa i dobivena je proračunom ili konstruktivnim izvodjenjem elementa ili sklopa. Pri grafičkom prikazivanju, nazivna mera je označena nultom linijom (linijom nultog odstupanja). Ako je nulta linija povučena horizontalno, pozitivna odstupanja se nalaze iznad, a negativna ispod nulte linije.
Stvarna mera se dobija merenjem pomoću mernih instrumenata na već izradjenom predmetu. Stvana mera osovine označava se sa ds, a stvarna mera rupe sa Ds.
Granične mere su one dve dozvoljene ekstremne mere, izmedju kojih se sme kretati stvana mera elementa, pri čemu su uključene i same granične mere. Na slici 2. se vidi da su granične mere: dg (gomja) i dd (donja) za osovinu, a Dg (gonja) i Dd (donja) za rupu.
Pri mašinskoj obradi skidanjem strugotine, i izradi osovine, prvo se dodje do gornje granične mere dg i ta mera se naziva dobrom merom. Ako se osovina i dalje obradjuje, dolazi se do donje granične mere dd i ta mera se zove loša mera. Ako se i ta mera pri obradi pređje, osovina (element) se mora odbaciti (škart). Kod rupe dobra mera je Dd (donja granična mera), a loša mera Dg (gonja granična mera).
Nazivno odstupanje je algebarska razlika izmedju granične mere i nazivne mere (u podučju tolerancija, odstupanje je uvek algebarska razlika izmedu neke mere i nazivne mere). Odstupanja se označavaju slovom "A" (za osovinu), odnosno slovom "a" za rupu, a mogu biti gonja, donja i stvarna.
Tolerancija je razlika izmedju gome granične mere i donje granične mere, odnosno apsolutna vrednost algebarske razlike izmedu gonjeg i donjeg odstupanja. Tolerancija spoljne mere oznacava se sa To (osovina), a tolerancija unutrašnje mere sa Tr (rupa). Tolerancijsko polje je podučje ograničeno gonjim i donjim odstupanjem. Stvarna mera osovine mora ležati u tolerancijskom polju osovine, a stvarna mera rupe u tolerancijskom polju rupe.
ISO sistem tolerancija i naleganja definise položaj tolerancijskog polja u odnosu na nultu liniju, jednim ili u izvesnim slucajevima sa dva slova, i to velikim slovima za rupe, a malim slovima za osovine. Slika 3 prikazuje odgovarajuce položaje tolerancijskih polja za datu nazivnu meru u određenom podučju nazivnih mera za osovine, a slika 4 za rupe.
Važno je razumeti da je tolerancijsko polje definisano bližom granicom u odnosu na nultu liniju (nazivni prečnik). Tako su za osovine položaji tolerancijskih polja a-h definisani gornjom graničnom merom, a za polja m-zb položaj je odredjen donjom graničnom merom (kod rupa je obrnuto). Postoje ipak polja (j, js, k) koja seku nultu liniju i njihov položaj je odredjen srednjom graničnom merom. Visina tolerancijskog polja (širina tolerancije) je definisana IT klasom IT01-IT16, koja se odnosi na kvalitet obrade i zavisi od nazivnog prečnika prema sledećoj tabeli:
(vrednosti u µm)
Nominalna dimenzija d (mm) |
IT5 |
IT6 |
IT7 |
IT8 |
IT9 |
IT10 |
|---|---|---|---|---|---|---|
Preko 1 do 3 |
4 |
6 |
10 |
14 |
25 |
40 |
Preko 3 do 6 |
5 |
8 |
12 |
18 |
30 |
48 |
Preko 6 do 10 |
6 |
9 |
15 |
22 |
36 |
58 |
Preko 10 do 18 |
8 |
11 |
18 |
27 |
43 |
70 |
Preko 18 do 30 |
9 |
13 |
21 |
33 |
52 |
84 |
Preko 30 do 50 |
11 |
16 |
25 |
39 |
62 |
100 |
Preko 50 do 80 |
13 |
19 |
30 |
46 |
74 |
120 |
Preko 80 do 120 |
15 |
22 |
35 |
54 |
87 |
140 |
Tabela 1. Kvalitet tolerancija za klase IT5-IT10 u mikrometrima
Na primer, oznaka 50h6 znači da je u pitanju nazivni prečnik osovine ili vratila 50mm u tolerancijskom polju h s klasom 6. Dakle gornja granična mera je 50mm (tolerancija h leži na nultoj liniji, a donja granična mera je 49,984mm (16 mikrometara manje od nazivnog prečnika prema tabeli za prečnike 30-50mm).
Naleganje je odnos dva dela jednog sklopa (osovine i rupe) istih nazivnih mera, koji proizlazi iz razlike njihovih stvarnih mera pre sklapanja.
Oznaka naleganja u ISO sistemu tolerancija, sastoji se od nazivne mere i oznake tolerancijskog polja unutrašnje i spoljnje mere. Obeležava se na pimer 40 H7/s6 ili 120H8/d10.
Naleganje može biti:
labavo – postoji zazor jer osovina ne ispunjava rupu u potpunosti
neizvesno- prelazno naleganje koje može imati ili zazor ili preklop.
čvrsto – delovi su spojeni sa preklopom i ne mogu se pomerati jedan u odnosu na drugi
Slika 5. Vrste naleganja
Sistem ISO tolerancija daje mogućnost izbora velikog broja različitih kombinacija tolerancijskih polja rupa i osovina. Da bi se u tome uveo red i smanjio broj kombinacija za praktičnu upotrebu, stvoreni su sistemi po kojima se podešava osovina prema rupi ili rupa prema osovini. Tako se usvaja jedan od sklopnih elemenata kao jedinstven po svojoj toleranciji za celi niz naleganja (sklopova), a tolerancija i položaj tolerancijskog polja drugog sklopnog elementa određuju se prema nameni naleganja.
Prema ISO sistemu, naleganja se mogu ostvariti u sistemu jedinstvene rupe i u sistemu jedinstvene osovine. U sistemu jedinstvene rupe za sve vrste naleganja, rupa ostaje ista, a menja se mera osovine. U sistemu jedinstvene osovine, za sve vrste naleganja osovina ostaje ista, a prema vrsti naleganja menja se mera rupe.
Slika 6. Sistem jedinstvene rupe
Slika 7. Sistem jedinstvene osovine
Na radioničkom crtežu razlikujemo:
Funkcionalne mere – mere u vezi kinematičke šeme mašine, mere dobijene proračunom kao i mere koje obezbedjuju masu elementa ili radnu karakteristiku, tj. Mere koje obezbedjuju naleganja
Montažne mere – mere potrebne za sklapanje i rasklapanje elemenata, kao i za zamenu dotrajalog dela
Tehnološke mere – mere koje obezbedjuju pričvršćivanje dela na alatnoj mašini ili stavljanje u stezni alat
Slobodne mere – mere koje nemaju uticaj ni na naleganje ni na sklapanje i rasklapanje delova, tj. Nemaju značaj ni u pogledu funkcije ni montaže
Prve tri su definisane tolerancijama, dok se za slobodne mere propisuju stepeni tačnosti pri obradi skidanjem strugotine – fini, srednji, grubi i vrlo grubi.
Nazivna dimenzija (mm) |
Fini |
Srednji |
Grubi |
Vrlo grubi |
|---|---|---|---|---|
do 10 |
±0,1 |
±0,2 |
±0,5 |
±1,0 |
preko 10 do 30 |
±0,2 |
±0,5 |
±1,0 |
±2,0 |
preko 30 do 120 |
±0,3 |
±0,8 |
±1,5 |
±3,0 |
preko 120 do 400 |
±0,5 |
±1,2 |
±2,5 |
±4,0 |
preko 400 do 1000 |
±0,8 |
±2,0 |
±4,0 |
±6,0 |
preko 1000 do 2000 |
±1,2 |
±3,0 |
±5,0 |
±8,0 |
Tabela 2. Tolerancije slobodnih mera u mm
Dok dimenzijske tolerancije određuju kolika odstupanja od nominalne veličine su dozvoljena, tolerancije oblika i položaja propisuju kolika odstupanja su dozvoljena u geometrijskom smislu, tj. koliko stvarni oblik ili položaj može odstupati od idealnog.
Tolerancije oblika
Ograničavaju odstupanje pojedinačne površine od njenog idealnog oblika:
Pravolinijskost (ravnost linije u pravcu)
Ravnost (odstupanje površine od idealne ravni)
Kružno odstupanje (okruglost u preseku)
Cilindričnost (odstupanje cele površine od idealnog cilindra)
Tolerancije položaja
Ograničavaju odstupanje međusobnog položaja elemenata:
Položaj (tačnost udaljenosti ili orijentacije)
Koaksijalnost / koncentričnost (osovina cilindara)
Simetričnost (udaljenost površina od srednje ravni)
Radijalno odstupanje (osna odstupanja)
Tolerancije orijentacije
Ograničavaju nagib površina:
Paralelnost (odstupanje od idealno paralelnog položaja)
Upravno odstupanje (pravougaonost)
Nagib (odstupanje od propisanog ugla)
Tolerancije kolebanja
Ograničavaju odstupanje kod rotirajućih elemenata:
Radijalno kolebanje
Aksijalno kolebanje
Ukupno kolebanje
Označavanje na crtežu
Označava se okvirom tolerancije sa tri polja:
Simbol geometrijske karakteristike (npr. ∥ za paralelnost)
Vrednost tolerancije (npr. 0,02)
Referentna baza (npr. A, B, C)
Primer:
| ∥ | 0,02 | A |
→ površina mora biti paralelna s bazom A unutar 0,02 mm.
Ove tolerancije ne zamenjuju dimenzijske tolerancije, već ih dopunjuju.