Primer: Obrada obratka od čelika
Početne dimenzije: Sirovina prečnika 60 mm i dužine 150 mm.
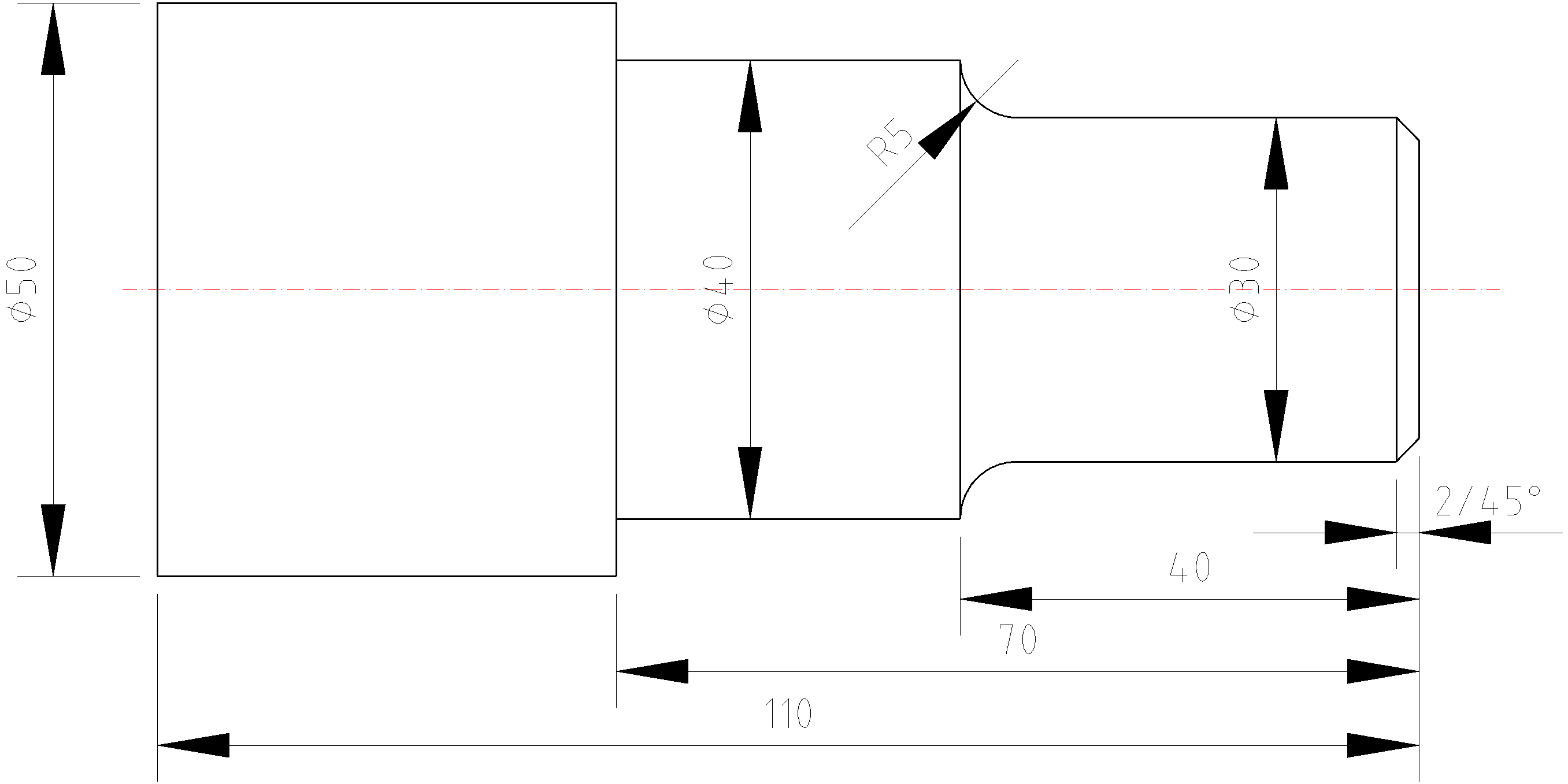
Cilj: Izrada obratka sa tri segmenta:
Segment 1 (bliže čeljustima): Prečnik 50 mm, dužina 30 mm
Segment 2: Prečnik 40 mm, dužina 60 mm
Segment 3 (dalje od čeljusti): Prečnik 30 mm, dužina 60 mm
Operacije:
Grubo struganje – skidanje materijala da se obratak približi željenim dimenzijama.
Fino struganje – završna obrada za postizanje tačnih dimenzija i površinske obrade.
Parametri: Odabrati odgovarajuću brzinu rezanja (npr. 150 m/min kod G96) i prilagoditi posmak i dubinu reza u skladu sa segmentima, pri čemu se veći prečnik obrađuje bliže čeljustima radi stabilnosti.
Nakon teoretskog predavanja, učenici će biti zaduženi da na osnovu dobijenih informacija i analize:
Nacrtaju tok tehnološkog procesa: Grafički prikazati sled operacija, pozicije alata, dimenzije obratka i redosled operacija (npr. tehnički crtež obratka sa označenim segmentima i alatnim putanjama).
Koriste softverske alate: Mogu koristiti jednostavne CAD programe ili čak ručno crtanje (npr. u AutoCAD-u ili besplatnim alternativama poput FreeCAD-a) kako bi predstavili kako će alat prolaziti kroz obratak.
Obrazložili izbor operacija: U grafičkom radu treba jasno navesti zašto su određene operacije raspoređene na određeni način (npr. zašto se veći prečnik obrađuje bliže čeljustima).
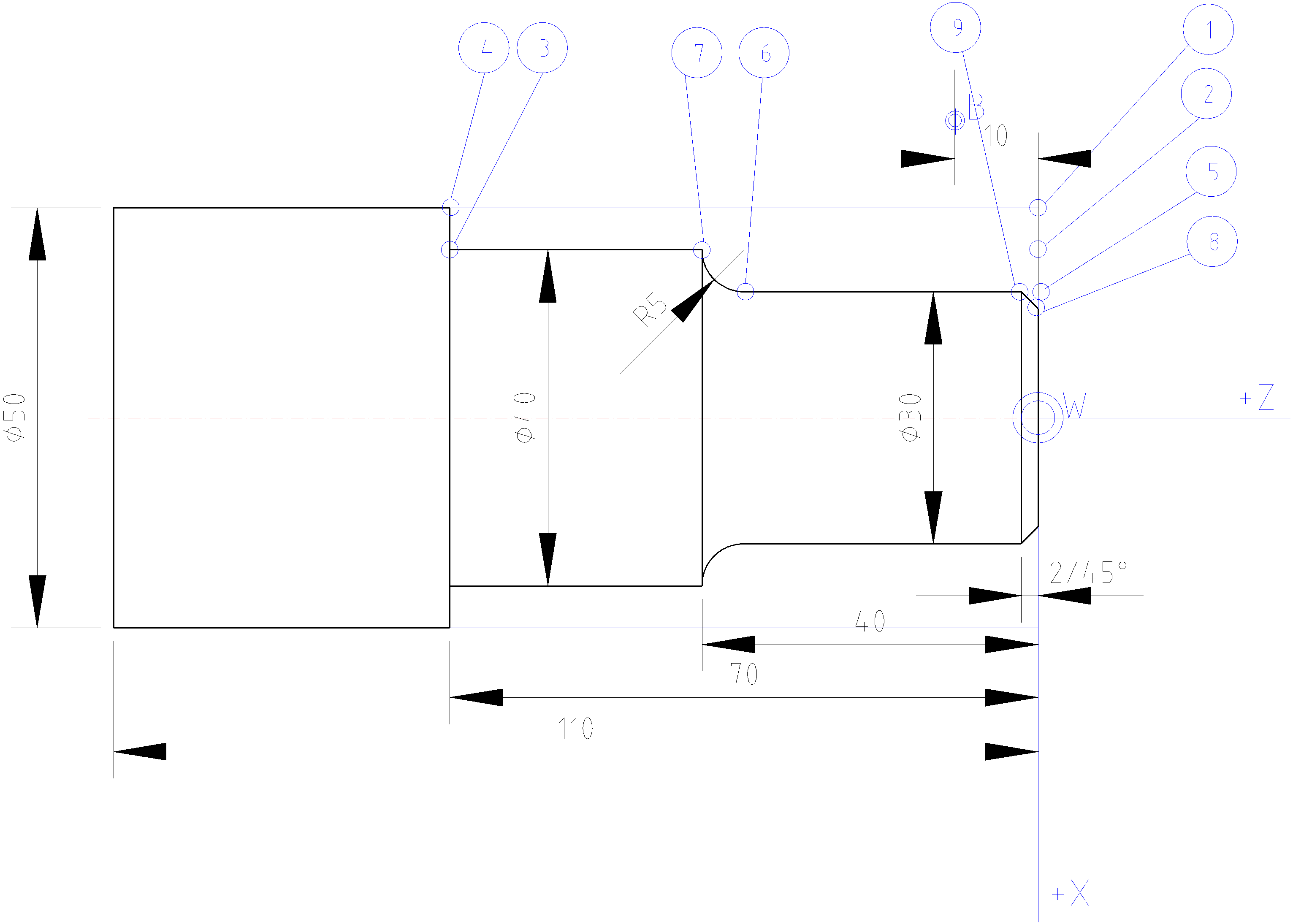
Karakteristične tačke
TAČKE |
X |
Z |
B |
60 |
-10 |
1 |
50 |
1 |
2 |
40 |
0 |
3 |
40 |
-70 |
4 |
50 |
-70 |
5 |
30 |
1 |
6 |
30 |
-35 |
7 |
40 |
-40 |
8 |
26 |
0 |
9 |
30 |
-2 |
G (M) |
X |
Y |
Z |
F |
Napomena |
92 |
60 |
|
-10 |
|
B |
M06 |
0 |
|
0 |
|
Desni strugarski nož |
M03 |
|
|
|
|
Uključenje vretena |
G00 |
50 |
|
1 |
|
Tačka 1 |
G01 |
40 |
|
0 |
|
Tačka 2 |
G01 |
40 |
|
-70 |
0.2 |
Gruba obrada u 2 prolaza 2->3->2 |
G01 |
40 |
|
-70 |
0.1 |
Fina obrada 2->3 |
G01 |
50 |
|
-70 |
0.2 |
Podizanje alata 3->4 |
G00 |
30 |
|
1 |
|
Pozicioniranje na tačku 5 |
G01 |
30 |
|
-35 |
0.2 |
Gruba obrada u 2 prolaza 5->6->5 |
G01 |
30 |
|
-35 |
0.1 |
Fina obrada 5->6 |
G03 |
40 |
|
-40 |
0.2 |
Prelazni luk do tačke 7 uz R5 |
G00 |
30 |
|
1 |
|
Pomeranje alata do bezbedne pozicije Tačka 5 |
G01 |
26 |
|
0 |
|
Tačka 8 |
G01 |
30 |
|
-2 |
|
Obaranje ivica na 2/450 |
G00 |
40 |
|
-10 |
|
Podizanje alata na tačku B |
M05 |
|
|
|
|
Isključenje vretena |
U tehnološku dokumentaciju spada i plan alata (strugarski noževi koji se koriste), kao i plan stezanja obratka (crtež obratka sa dimenzijama, oznakama materijala obratka).
Projektovanje tehnološkog procesa za CNC strugove zahteva:
Temeljnu analizu obratka i materijala.
Promišljen izbor operacija i alatnih putanja.
Precizno podešavanje tehnoloških parametara za optimalan kvalitet obrade.
Uzimanje u obzir sigurnosnih i kontrolnih aspekata, kako bi se obezbedila reproduktivnost i efikasnost.
Dakle kompletna tehnološka dokumentacija se sastoji od:
Tehnički crtež gotovog dela
Tehnički crtež sa karakterističnim tačkama
Tabela karakterističnih tačaka sa koordinatama
Tabelarni spisak redosleda operacija
Plan stezanja obratka sa oznakama materijala, startne i nulte tačke
Plan alata
Programski list