Teorijski uvod
Elektroerozijom se materijal skida “električnim pražnjenjem” (iskrama) između dve elektrode – alata (katoda) i obradka (anode) – potopljenih u izolator (dielektrik)
Proces je bezkontaktan (elektrode i komad se ne dodiruju), što omogućava obradu izuzetno tvrdih materijala (karbidi, keramika, legure titana i dr.) uz veliku preciznost i glatku završnu obradu. Čestice metala se uklanjaju pražnjenjem sa temperaturom od oko 14.500–21.500 °C, isparavajući deo materijala i potom ga dielektrik odvlači iz zone obrade. Ponavljanjem ovih pražnjenja oblikuje se željeni oblik u obrađenom komadu. EDM se primenjuje za izradu komplikovanih šupljina, kalupa i nepravilnih oblika koje je teško ili nemoguće obraditi tradicionalnim rezanjem.
Osnovni principi:
• Praženje kratkim impulsima visokog napona i struje obavlja se savršeno rezanje.
• Alat (katoda) i obradak (anoda) su razdvojeni dielektrikom, koji nakon svakog pražnjenja ispira nastale čestice.
• Napon se dovodi u kontrolisanom pulsnom obliku, a debljina zazora (0.05–0.3 mm) i snaga struje određuju brzinu uklanjanja materijala.
Namena: Koristi se za obradu složenih i vrlo tvrdih materijala kod kojih se izbegava mehanički uticaj alata. Često se koristi u izradi kalupa, alata, elektroda i za bušenje finih rupa.
Prednosti:
• Mogućnost izrade kompleksnih geometrija i veoma tankih zidova kod tvrdih legura bez mehaničkog opterećenja (nema deformacije).
• Obrada nezavisna od tvrdoće materijala (karbidi i legure volframa se efikasno obrađuju).
• Visoka preciznost i kvalitet površinske obrade (završna obrada je glatka, bez pravolinijskih traka).
• Bezbedan postupak za delikatne detalje – nema termičkog naprezanja od alata.
Ograničenja:
• Zahteva provodljive materijale – neprovodljivi materijali ne mogu se obrađivati EDM metodom.
• Nizak tempo odstranjivanja materijala – sporiji MRR (Material Removal Rate) i veća potrošnja energije u poređenju sa konvencionalnim procesima. Zbog toga nije pogodna za veliku serijsku proizvodnju delova.
• Potreba za formom elektrode – potrebno je napraviti elektrode u obliku suprotnom željenom obliku u obrađenom komadu (ulaganje i troškovi izrade elektrode).
• Moguća termička oštećenja – iako je mehanički kontaktni napor mali, jačina pražnjenja može izazvati lokalne promene u strukturi metala (rđanje, mikronapukline).
Ilustrativni opis postupka
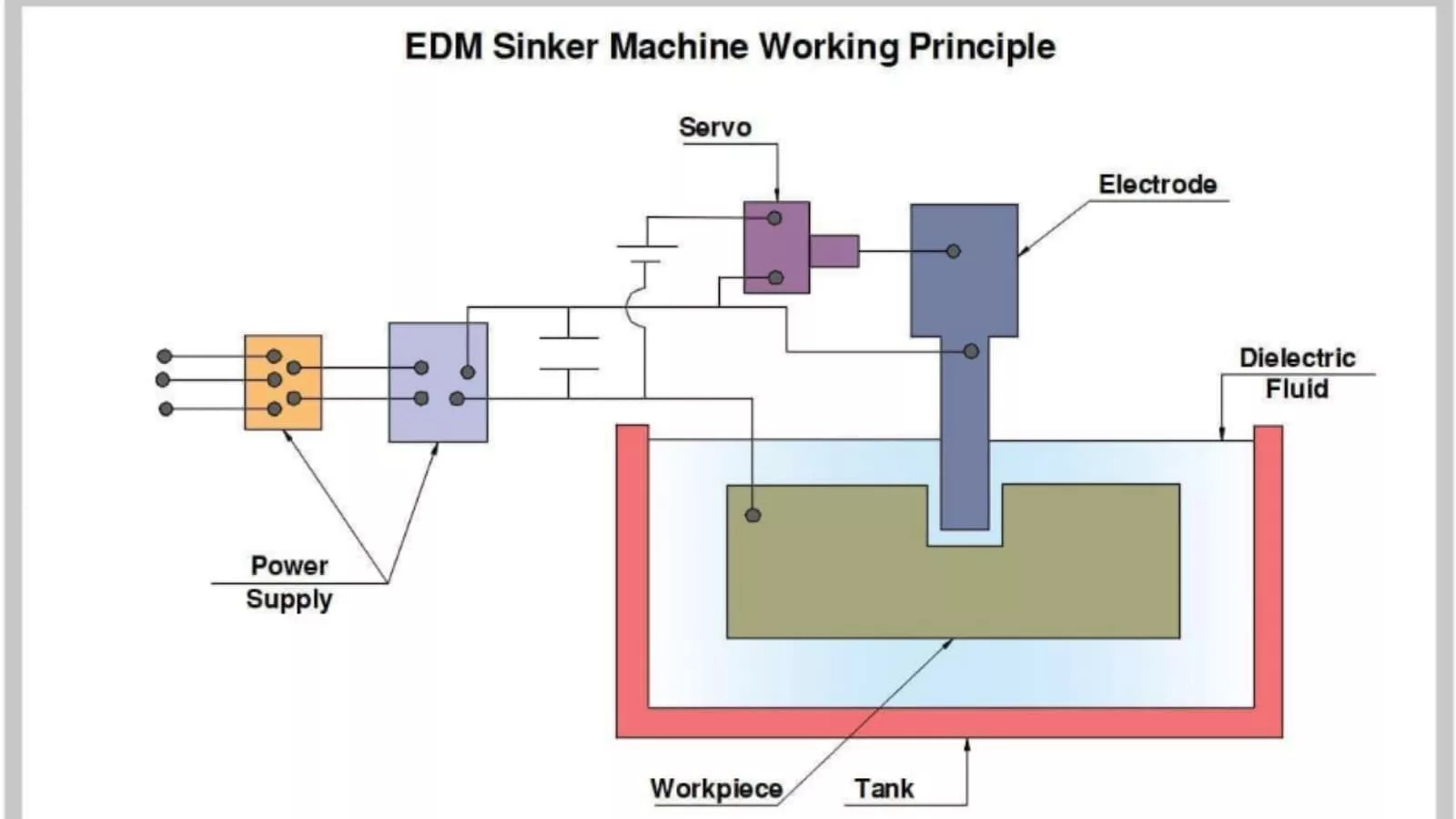
EDM mašina je po pravilu napajana DC generatorom napona i struje. Radni alat se priližava obradku sa željenom razdaljinom. Kada se generiše iskra između alata i obradka, supstanca vaporizuje i odstranjuje se iz polja pražnjenja, pri čemu dielektrik prati ispiranje čestica. Postupak se ponavlja u milionima ciklua u sekundi. Za ilustraciju:
• Šema postupka: Alat (katoda) je oblika suprotnog željenom obliku rezultata; obradak (anoda) je fiksiran. Dielektrik (npr. ulje ili voda sa aditivima) cirkuliše između njih. Napon se pridodaje u kratkim pulsevima (npr. 50–100 V u milisekundi). Svako pražnjenje probija dielektrik u zazoru i uklanja mali volumen materijala.
• Kontrola obrade: Podešavaju se parametri impulsa (opseg, frekvencija), napon i struja, kao i debljina zazora. Generator sa oscilirajućim kolom kontroliše ove impulse.
• Finalizacija: Nakon obrade dobija se željeni oblik. Radni alat se povlači, a dielektrična tečnost se obnavlja (ispiranje).
Praktični zadaci
1. Primer izračunavanja vremena obrade: Ako EDM skida materijal brzinom od 5 mm³/s, koliko će vremena biti potrebno za obradu 500 mm³ materijala? (Rešenje: vreme = zapremina / brzina = 500/5 = 100 s.)
2. Projektovanje obrade: Dati su materijal (obradak) od hrom-volframske legure u obliku kvadarata 50×50×20 mm. Nacrtajte šemu situacije: elektroda i obradak sa dielektrikom. Obratite pažnju na oblik elektrode (koja učestvuje kao obrnuti kalup) i smer kretanja alata.
3. Simulacija obrade na papiru: Opišite korak po korak kako biste na papiru (ili u jednostavnom programu) simulirali izradu zaobljene šupljine (na primer, cilindarskog suda) nakon pravilnog oblikovanja elektrode. Navedite koju dokumentaciju (naloge, parametre, datoteke) biste koristili za CNC mašinu kada bi bila dostupna.
Pitanja za proveru znanja
• Šta je u EDM procesu uloga dielektrika?
• Koja svojstva materijala obradka su preduslov za EDM (provodljivost/tvrdoća)?
• Navedite dve prednosti elektroerozije u odnosu na rezanje i jednu najveću manu.
• Objasnite zašto pri EDM nema mehaničkog pritiska alata na obradak (koji deo rasporeda to obezbeđuje).
• Da li se u EDM-u pojavljuje izobličenje termičkom ekspanzijom površina, i ako jeste, zašto?