- dimenzije sa slike
Zadaci za vežbu:
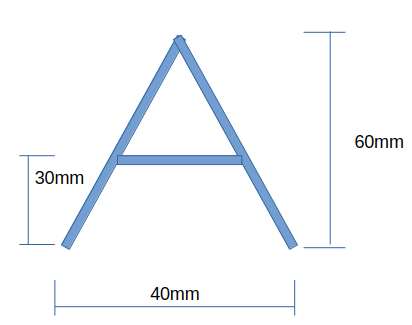
Napisati G kod koji gravira oblik sa slike:
Parametri:
-
dimenzije sa slike
- brzina F=200mm/min
- dubina graviranja 2mm
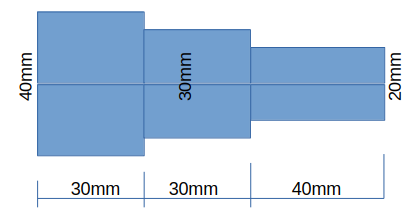
Napisati G kod kojim se izradjuje cilindrični oblik sa slike:
Parametri:
- Cilindrični obradak prečnika 50mm i dužine 100mm
- Maksimalna dubina rezanja ap=3mm
- F=200 mm/min za grubu obradu i 100mm/min za zavšnu obradu
- Brzina vretena 800 o/min
Na strugu treba izraditi komusno-cilindrični element
Ukupna dužina elementa je 100mm
Cilindrični deo dužine 50mm prečnika 45mm
Konusni deo dužine 50mm promenljivog prečnika od 45 do 50mm
Na glodalici gravirati pravougaonik sa krugom u sredini
Pravougaonik dimenzija 60 X 40mm
Krug u sredini pravougaonika prečnika 20mm
Dubina rezanja (gravure) 2mm
Na glodalici izgravirati reč TEST dubine 2mm
(Graviranje
velikog slova A)
(Tool: Ø3 mm
graversko glodalo)
(Slovo A
dimenzije: 40mm x 60mm, dubina graviranja: 2mm)
G21
(Postavljanje na milimetre)
G17 (Radna
ravan X-Y)
G90
(Absolutno programiranje)
G0 Z5
(Podizanje alata na sigurnu visinu)
T1 M06 (Izbor
alata 1 - glodalo Ø3 mm)
S1200 M03
(Brzina vretena 1200 RPM, rotacija CW)
G0 X0 Y0
(Postavljanje na početak graviranja)
G0 Z1
(Približavanje obratku)
(Prva kosa
linija slova A)
G1 Z-2 F200
(Ulazak u materijal na dubinu 2 mm)
G1 X20 Y60
F200 (Graviranje kose linije do vrha A)
(Druga kosa
linija slova A)
G1 X40 Y0
(Graviranje druge kose linije do baze A)
(Horizontalna
crta u sredini slova A)
G0 Z5
(Podizanje alata na sigurnu visinu)
G1 X30 Y30
(Pomeranje na polovinu visine na desnoj strani A)
G1 X10 Y30
(Graviranje horizontalne linije)
(Podizanje i
završetak programa)
G0 Z5
(Podizanje alata na sigurnu visinu)
G0 X0 Y0
(Povratak na početnu tačku)
M05
(Zaustavljanje vretena)
M30 (Kraj
programa)
(Obrada
višestepenog vratila)
(Sirovina:
Ø50 mm, dužina 100 mm)
(Tool: Rezni
nož za uzdužno struganje)
G21
(Milimetarski sistem)
G18 (Ravan XZ
- strug)
G90
(Apsolutno programiranje)
T1 M06 (Izbor
alata 1)
S800 M03
(Vreteno 800 RPM, CW)
(1. korak:
Skidanje na Ø45 mm celom dužinom 100 mm)
G0 X50 Z1
(Pozicioniranje iznad početka obratka)
G1 X45 Z0
F200 (Grubo skidanje na Ø45 mm)
G1 Z-100
(Uzdužno skidanje do Z-100)
G0 X50
(Podizanje alata)
(2. korak:
Završno skidanje na Ø40 mm celom dužinom)
G0 Z0
(Povratak na početak)
G1 X40 Z0
F100 (Završno skidanje na Ø40 mm)
G1 Z-100
(Uzdužno skidanje do Z-100)
G0 X50
(Podizanje alata)
(3. korak:
Skidanje na Ø35 mm za dužinu 70 mm)
G0 Z0
(Povratak na početak)
G1 X35 Z0
F200 (Grubo skidanje na Ø35 mm)
G1 Z-70
(Uzdužno skidanje do Z-70)
G0 X50
(Podizanje alata)
(4. korak:
Završno skidanje na Ø30 mm za dužinu 70 mm)
G0 Z0
(Povratak na početak)
G1 X30 Z0
F100 (Završno skidanje na Ø30 mm)
G1 Z-70
(Uzdužno skidanje do Z-70)
G0 X50
(Podizanje alata)
(5. korak:
Skidanje na Ø25 mm za dužinu 40 mm)
G0 Z0
(Povratak na početak)
G1 X25 Z0
F200 (Grubo skidanje na Ø25 mm)
G1 Z-40
(Uzdužno skidanje do Z-40)
G0 X50
(Podizanje alata)
(6. korak:
Završno skidanje na Ø20 mm za dužinu 40 mm)
G0 Z0
(Povratak na početak)
G1 X20 Z0
F100 (Završno skidanje na Ø20 mm)
G1 Z-40
(Uzdužno skidanje do Z-40)
G0 X50
(Podizanje alata)
(Završetak
programa)
G0 Z5
(Podizanje alata na sigurnu visinu)
G0 X0
(Povratak na početnu tačku)
M05
(Zaustavljanje vretena)
M30 (Kraj
programa)
(Izrada
konusno-cilindričnog elementa)
G21 (Metričke
jedinice)
G90
(Apsolutno pozicioniranje)
T0101 (Izbor
alata)
G96 S150 M03
(Konstantna brzina rezanja 150 m/min)
G00 X52 Z2
(Pozicioniranje iznad početka obratka)
G01 X50 Z0
F0.2 (Pozicioniranje na početni prečnik)
G01 X45 Z0
F0.2 (Smanjenje na prečnik cilindričnog dela)
G01 Z-50 F0.2
(Obrada cilindričnog dela prečnika 45 mm, dužine 50 mm)
G01 X50 Z-100
F0.2 (Obrada konusnog dela, prelaz sa prečnika 45 mm na 50 mm)
G97 S800
(Prelazak na konstantne obrtaje)
G00 X100 Z100
(Povratak alata u sigurnu poziciju)
M05
(Zaustavljanje vretena)
M30 (Kraj
programa)
(Pravougaonik
sa otvorom u sredini)
G21 (Metričke
jedinice)
G90
(Apsolutno pozicioniranje)
T0202 (Izbor
alata, prečnik 10 mm)
G00 X0 Y0 Z5
(Pozicioniranje iznad obratka)
G01 Z-2 F100
(Dubina rezanja 2 mm)
G01 X60 Y0
F200 (Prva strana pravougaonika)
G01 X60 Y40
F200 (Druga strana pravougaonika)
G01 X0 Y40
F200 (Treća strana pravougaonika)
G01 X0 Y0
F200 (Četvrta strana pravougaonika)
G01 Z2
(podizanje alata iznad obratka)
G00 X30 Y20
(pozicioniranje na obod kružnice)
G01 Z-2
G02 X30 Y20
I10 J0 (Unutrašnji kružni otvor, prečnik 20 mm)
G00 Z5
(Podizanje alata)
M30 (Kraj
programa)
(Graviranje reči ‘TEST’)
G21
G90
T0202
G00 X0 Y0 Z5
G01 Z-2 F100
G01 X20 Y0 F200
G01 Z2
G01 X10 Y0 F200
G01 Z-2
G01 X10 Y-40 F200
G01 Z2
G00 X25 Y0
G01 Z-2 F200
G01 X25 Y-40 F200
G01 X40 Y-40 F200
G01 Z2
G00 X25 Y0
G01 Z-2 F200
G01 X40 Y0 F200
G01 Z2
G00 X25 Y-20
G01 Z-2 F200
G01 X35 Y-20 F200
G01 Z2
G00 X62 Y0 F200
G01 Z-2
G01 X55 Y0 F200
G03 X55 Y-20 I0 J-10 F200
G02 X55 Y-40 I0 J-10 F200
G01 X48 Y-40 F200
G01 Z2
G00 X70 Y0
G01 Z-2 F200
G01 X90 Y0 F200
G01 Z2
G01 X80 Y0 F200
G01 Z-2
G01 X80 Y-40 F200
G01 Z2
M03
M30